Quando si selezionano frese rotanti in carburo di tungsteno, la maggior parte degli acquirenti si concentra sul grado del carburo, sulla durezza o sulle dimensioni del gambo, ma spesso trascura uno dei fattori di prestazione più importanti: la geometria dei denti.
Il design dei denti (chiamato anche scanalatura o schema di taglio) determina direttamente la velocità di taglio, l'efficienza di rimozione del truciolo, la finitura superficiale, la generazione di calore e la durata dell'utensile.
Se sei un distributore di utensili, un acquirente industriale o un responsabile degli acquisti di fabbrica, la comprensione della geometria dei denti ti aiuterà a scegliere la fresa in carburo giusta per ogni applicazione ed evitare costi di utensileria non necessari.
Cos'è la geometria dei denti nelle frese rotanti in carburo?
La geometria dei denti si riferisce alla forma, alle dimensioni e alla disposizione dei taglienti sulla testa della fresa in carburo. Questi taglienti rimuovono materiale tramite rettifica rotante ad alta velocità e la struttura dei denti controlla:
- Quanto aggressivamente viene rimosso il materiale
- Quanto scorrevolmente taglia la fresa
- Come vengono scaricati i trucioli
- Quanto dura la fresa
Uno schema di denti ben progettato migliora l'efficienza di taglio del 30-50% e riduce significativamente l'usura dell'utensile.
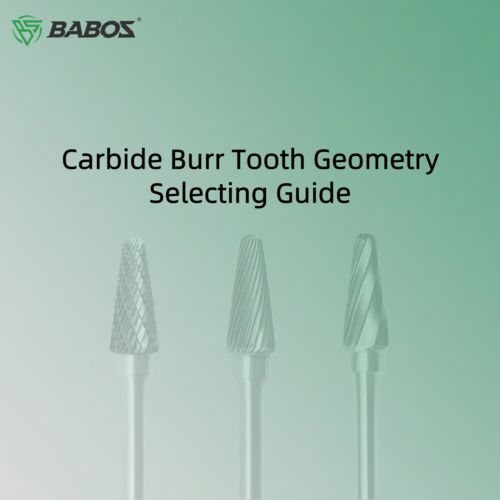
Tipi comuni di denti per frese in carburo
Tipo di dente
Aspetto
Acciaio, ghisa
Caratteristiche
Monodirezionale (SC)
Denti a spirale in una direzione
Acciaio inox, acciaio legato
Rapida rimozione del materiale
A doppia azione (DC)
Denti a taglio incrociato
Acciaio inossidabile, acciaio tempratoFinitura più liscia, taglio stabile
Taglio per alluminio (AL)
Singola scanalatura larga
Alluminio, ottone, plastiche
Anti-intasamento
Monodirezionale vs. A doppia azione vs. Taglio per alluminio - Confronto delle prestazioni
Fattore di prestazione
Monodirezionale
Taglio aggressivo
Stabilità al calore
Taglio pulito
★★★★
★★★
Ideale per
Stabilità alle vibrazioni
★★
★★★★
★★★
Ideale per
★
★★★★
★★★
Stabilità alle vibrazioni
★★
★★★★
★★★
Ideale per
Acciaio, ghisa
Acciaio inox, acciaio legato
Alluminio, rame
*
Se vendi a officine metallurgiche o distributori, includi sempre tutti e 3 i tipi di denti nel tuo catalogo: coprono il 90% delle esigenze del mercato.Come la geometria dei denti influisce sulle prestazioni di taglio
1. Efficienza di rimozione del truciolo: i design con scanalature ampie rimuovono i trucioli più velocemente (ideali per l'alluminio), mentre i denti a taglio incrociato riducono le dimensioni dei trucioli (ideali per l'acciaio inossidabile).
2. Velocità di taglio: una geometria aggressiva delle scanalature aumenta il tasso di rimozione ma richiede anche RPM più elevati e utensili stabili.
Velocità operative consigliate
Diametro testa fresa (giri/min)
3 mm (1/8")
6 mm (1/4")
10 mm (3/8")
12 mm (1/2")
16 mm (5/8")
Velocità operativa massima
90000
65000
45000
35000
25000
20000
Intervallo utilizzabile
60000-80000
30000-45000
10000-50000
7000-30000
6000-20000
Velocità iniziale consigliata
80000
45000
25000
20000
15000
3. Generazione di calore: tipo di dente sbagliato = calore eccessivo = usura dell'utensile + bruciature sul pezzo.
Intervallo utilizzabile
60000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Velocità iniziale consigliata
80000
45000
30000
25000
20000
15000
Intervallo utilizzabile
60000-80000
30000-45000
30000-40000
22500-30000
18000-20000
Velocità iniziale consigliata
80000
40000
30000
25000
20000
15000
Intervallo utilizzabile
60000-80000
30000-45000
19000-30000
15000-22500
12000-18000
Velocità iniziale consigliata
80000
40000
25000
20000
15000
3. Generazione di calore: tipo di dente sbagliato = calore eccessivo = usura dell'utensile + bruciature sul pezzo.
4. Vibrazioni e stabilità: le frese a doppia azione riducono le vibrazioni e migliorano il controllo, ideali per operazioni manuali con smerigliatrice.
5. Durata dell'utensile: la geometria ottimizzata dei denti riduce l'attrito e il carico, prolungando la vita della fresa del 25-40%.
Scelta della geometria dei denti corretta per materiali diversi
Materiale
Tipo di dente consigliato
Motivi della raccomandazione
Acciaio al carbonio
Monodirezionale
Taglio aggressivo
Acciaio inossidabile
A doppia azione
Stabilità al calore
Acciaio temprato
A doppia azione
Stabilità al calore
Alluminio
Taglio per alluminio
Taglio pulito
Titanio
A doppia azione
Stabilità al calore
Ottone/Rame
Taglio per alluminio
Taglio pulito
FAQ - Gli acquirenti chiedono anche
D1: Quale tipo di dente per fresa in carburo dura di più?
Le frese a doppia azione offrono generalmente il miglior equilibrio tra velocità e durata dell'utensile.
D2: Posso richiedere una geometria dei denti speciale?
Sì, la personalizzazione OEM del design dei denti è disponibile per ordini di grandi volumi.
D3: Quale tipo di dente è migliore per l'acciaio inossidabile?
Frese a doppia azione: riducono l'incrudimento, controllo più fluido.
Conclusione
La geometria dei denti controlla direttamente la velocità di taglio, la rimozione dei trucioli, la finitura superficiale, il calore e la durata dell'utensile. Scegliere il design dei denti corretto significa prestazioni più elevate e costi di utensileria inferiori.
Produciamo frese rotanti in carburo di tungsteno per distributori di utensili globali e utenti industriali.
Abbiamo i seguenti vantaggi principali:- Carburo WC a grana ultra-fine
- Rettifica di precisione CNC a 5 assi
- Brasatura ad argento ad alta resistenza
- Geometria dei denti standard e personalizzata
- Prezzo di fabbrica all'ingrosso + consegna rapida
La tecnologia di brasatura e la selezione del materiale di brasatura determinano direttamente il livello di qualità della fresa in carburo.
La tecnologia di saldatura delle frese rotanti in carburo è uno dei fattori chiave che influenzano la loro qualità. La scelta dei materiali di saldatura e dei processi di saldatura determina direttamente il livello di qualità delle frese rotanti in carburo.
Selezione dei materiali di saldatura: Le frese rotanti in carburo utilizzano un materiale di brasatura a base di argento a sandwich, che presenta argento su entrambe le estremità e uno strato centrale in lega di rame. La temperatura di saldatura per questo materiale è di circa 800°C, molto inferiore rispetto ai 1100°C richiesti per i materiali di brasatura in rame. Ciò limita significativamente i danni alle proprietà del carburo, riduce lo stress di saldatura, previene microfratture nel carburo e fornisce una migliore resistenza alla saldatura.
Selezione dei metodi di saldatura: Attualmente esistono due metodi di saldatura principali sul mercato: brasatura a base di argento a fondo piatto e brasatura a base di rame con foro di coda. La brasatura a base di argento a fondo piatto ha una struttura più semplice, uno stress di saldatura inferiore e una temperatura di saldatura richiesta più bassa, che preserva meglio le prestazioni della lega e del codolo in acciaio. D'altra parte, la brasatura a base di rame con foro di coda può risparmiare un po' di materiale di carburo ed è più economica, ma la temperatura di saldatura più elevata può causare danni alle proprietà del carburo.
Attrezzature e processo di saldatura: L'utilizzo di saldatrici automatiche è una parte cruciale del processo. Nel processo di saldatura automatica, la punta in carburo e il codolo in acciaio possono allinearsi automaticamente per la brasatura senza intervento manuale, garantendo notevolmente la stabilità della qualità di saldatura e un'eccellente coassialità tra il codolo in acciaio e la punta in carburo dopo la saldatura.
Perché la tecnologia di brasatura a base di argento a fondo piatto è fondamentale per le frese in carburo?
Il guasto più comune nelle lime rotanti è la "rottura della testa" nel punto di saldatura. Noi di BABOS eliminiamo questo rischio utilizzando la nostra avanzata Tecnologia di brasatura a base di argento a fondo piatto.
A differenza dei metodi di saldatura standard, il nostro processo prevede:
Massimizzazione del contatto superficiale: Il design a fondo piatto garantisce un contatto al 100% tra la testa in carburo e il codolo in acciaio, creando un legame significativamente più forte rispetto alle giunzioni coniche o irregolari tradizionali.
Saldatura in argento di alta qualità: Utilizziamo un materiale d'apporto per brasatura in argento di alta qualità, che offre una conduttività termica e una resistenza agli urti superiori, impedendo all'utensile di allentarsi a causa dell'espansione termica durante la rettifica pesante.
Garanzia di zero rotture: Questa tecnica di saldatura di precisione garantisce che i nostri utensili possano resistere ad alti regimi di rotazione e a pressioni laterali estreme, offrendo a distributori industriali e utenti finali prestazioni affidabili e "a rischio zero".
In qualità di azienda con oltre dieci anni di esperienza nella ricerca e sviluppo di materiali in carburo, Chengdu BABOS Cutting Tools ha una profonda conoscenza delle prestazioni dei materiali in carburo. Durante il processo di saldatura delle frese rotanti, utilizziamo la tecnologia di brasatura a base di argento a fondo piatto completamente automatizzata, che protegge notevolmente le prestazioni della lega e garantisce un'eccellente coassialità tra il codolo in acciaio e la punta in carburo.
Scritto da: Villa Wang
LinkedIn: https://www.linkedin.com/in/villa-wang-938973339
Vergine vs. Riciclato: Perché la durata della tua fresa in carburo è così breve?
Nel mondo della lavorazione dei metalli industriale, il prezzo delle frese in carburo può variare in modo significativo tra i fornitori. Molti responsabili degli acquisti sono inizialmente attratti da prezzi bassi, solo per scoprire in produzione che gli utensili si usurano prematuramente, si rompono facilmente o lasciano una finitura superficiale scadente.
La causa principale di questo divario di prestazioni risiede in un fattore critico: la qualità della materia prima.
1. Cos'è il carburo di tungsteno micro-grana 100% vergine?
Materiale Vergine si riferisce a polvere di carburo di tungsteno estratta direttamente dal minerale di tungsteno che non è mai stata utilizzata o lavorata prima. La sua struttura a grana è estremamente fine, spesso a livello micronico, e perfettamente uniforme.
Al contrario, il Materiale Riciclato (carburo di scarto) è ottenuto macinando vecchi utensili usati e ri-pressandoli. Sebbene sia ancora tecnicamente "carburo", le sue proprietà fisiche sono state fondamentalmente compromesse.
2. Confronto approfondito: Vergine vs. Riciclato
2.1 Durezza e resistenza all'usura
Materiale Vergine: Offre durezza superiore e "durezza al rosso" (la capacità di mantenere un filo tagliente ad alte temperature). Ad alte velocità (20.000 - 50.000 RPM), i fili taglienti rimangono affilati per periodi prolungati.
Materiale Riciclato: A causa di impurità e gradi misti da varie fonti di scarto, la durezza è incoerente. Durante la lavorazione di metalli duri come l'acciaio inossidabile, i fili taglienti si smussano quasi immediatamente.
2.2 Tenacità e resistenza all'impatto
Questa è la chiave per prevenire la "rottura della testa".
Materiale Vergine: La struttura micro-grana uniforme fornisce un'eccellente resistenza alla rottura trasversale (TRS). Se combinato con la tecnologia di brasatura argento a fondo piatto, assorbe efficacemente vibrazioni ad alta frequenza e impatti.
Materiale Riciclato: Contiene pori microscopici o micro-crepe interne. Sotto pressione laterale, questi utensili sono inclini a scheggiarsi o a rompersi completamente nel punto di saldatura.
2.3 Precisione e coerenza
Materiale Vergine: Durante il processo di rettifica CNC, il materiale stabile consente una geometria delle scanalature ad alta precisione. Ciò garantisce un'evacuazione fluida dei trucioli e una finitura superficiale superiore sul pezzo.
Materiale Riciclato: Spesso porta a usura irregolare durante la produzione, con conseguenti prestazioni incoerenti da un lotto all'altro.
3. Perché le frese in carburo economiche ti costano di più
Risparmiare il 20%-30% sull'acquisto iniziale di frese in carburo riciclato può sembrare un affare, ma un'analisi del ritorno sull'investimento (ROI) racconta una storia diversa:
Frequenti cambi utensile: gli utensili realizzati con materiale vergine durano tipicamente da 3 a 5 volte più a lungo di quelli riciclati.
Aumento dei tempi di inattività: ogni volta che un utensile si guasta o si smussa, la tua linea di produzione si ferma, aumentando significativamente i costi di manodopera.
Danneggiamento del pezzo: gli utensili di bassa qualità generano calore eccessivo, che può deformare o danneggiare costosi pezzi.
4. Conclusione: Come identificare le frese di alta qualità
In qualità di produttore professionale, BABOS insiste sull'utilizzo di materie prime micro-grana 100% vergini. Ti consigliamo di controllare questi tre punti durante l'approvvigionamento:
Il test del "peso": a causa della maggiore densità e purezza, il carburo vergine risulta significativamente più pesante delle alternative riciclate della stessa dimensione.
Il suono di taglio: gli utensili di alta qualità producono un suono nitido e coerente con vibrazioni minime durante il funzionamento.
Certificazione del fornitore: chiedi sempre al tuo produttore un certificato di materia prima.
Attualmente sul mercato esistono due principali metodi di saldatura: la saldatura a fuso di rame a fondo piatto e la saldatura a fuso di rame a fondo piatto.Legatura di argento.Descriviamo brevemente i vantaggi e gli svantaggi di questi due metodi di saldatura, che possono aiutare i clienti a fare una scelta migliore.
Saldatura di rame a buco di coda
• Vantaggi: basso costo, maggiore area di contatto per la saldatura, teoricamente maggiore resistenza.
• Svantaggi:processo di saldatura complesso, alta temperatura di saldatura (circa 1100°C), impatto significativo sulla struttura dell'utensile, potenziale instabilità delle prestazioni.Le alte temperature possono causare crepe nell' lega dura, tensione di saldatura concentrata e maggiore fluttuazione di qualità.
Saldatura in argento a fondo piatto
•Vantaggi: struttura di saldatura semplice, bassa sollecitazione di saldatura, temperatura di saldatura richiesta inferiore ((circa 800°C), migliore conservazione delle prestazioni sia della testa della lega che del bastone di acciaio.Maggiore resistenza alla saldaturaIl design del nucleo riduce efficacemente lo stress di saldatura ed elimina le micro crepe.
• Svantaggi:costi più elevati.
Se sono richieste elevate prestazioni,un funzionamento ad alta velocità e una lunga durata di vita del file rotativo in lega dura,si raccomanda la saldatura a argento a fondo piatto.fornisce una migliore stabilità e affidabilitàSe il costo è un problema e lo scenario di utilizzo non richiede elevati requisiti per le prestazioni dell'utensile, la saldatura in rame a buco di coda è anche un'opzione da considerare.
Introduzione
Quando si progettano frese in metallo duro per alluminio, è essenziale considerare in modo completo la selezione dei materiali, la geometria dell'utensile, la tecnologia di rivestimento e i parametri di lavorazione. Questi fattori assicurano una lavorazione efficiente e stabile delle leghe di alluminio, prolungando al contempo la durata dell'utensile.
1. Selezione dei materiali
1.1Substrato in metallo duro:Il carburo di tipo YG (ad esempio, YG6, YG8) è preferito per la sua bassa affinità chimica con le leghe di alluminio, che aiuta a ridurre la formazione di taglienti riportati (BUE).
1.2Leghe di alluminio ad alto contenuto di silicio (8%–12% Si):Si raccomandano utensili rivestiti di diamante o carburo a grana ultrafine non rivestito per prevenire la corrosione dell'utensile indotta dal silicio.
1.3Lavorazione ad alta lucentezza:Per ottenere una finitura superficiale a specchio, si suggeriscono frese in metallo duro ad alta rigidità con lucidatura di precisione dei bordi.
2. Progettazione della geometria dell'utensile
2.1Numero di scanalature:Un design a 3 scanalature è comunemente usato per bilanciare l'efficienza di taglio e l'evacuazione dei trucioli. Per la sgrossatura di leghe di alluminio aerospaziali, è possibile scegliere una fresa a 5 scanalature (ad esempio, Kennametal KOR5) per aumentare la velocità di avanzamento.
2.2Angolo dell'elica:Si raccomanda un ampio angolo dell'elica di 20°–45° per migliorare la scorrevolezza del taglio e ridurre le vibrazioni. Angoli eccessivamente ampi (>35°) possono indebolire la resistenza dei denti, quindi è necessario un equilibrio tra affilatura e rigidità.
2.3Angoli di rastrello e di spoglia:Un angolo di rastrello maggiore (10°–20°) riduce la resistenza al taglio e previene l'adesione dell'alluminio. Gli angoli di spoglia sono generalmente di 10°–15°, regolabili a seconda delle condizioni di taglio, per bilanciare la resistenza all'usura e le prestazioni di taglio.
2.4Progettazione della gola per trucioli:Scanalature a spirale ampie e continue assicurano una rapida evacuazione dei trucioli e minimizzano l'incollaggio.
2.5Preparazione dei bordi:I taglienti devono rimanere affilati per ridurre la forza di taglio e prevenire l'adesione; la smussatura appropriata aumenta la resistenza e previene la scheggiatura dei bordi.
3. Opzioni di rivestimento consigliate
3.1Non rivestito:In molti casi, le frese per alluminio non sono rivestite. Se il rivestimento contiene alluminio, può reagire con il pezzo in lavorazione, causando delaminazione o adesione del rivestimento, con conseguente usura anomala dell'utensile. Le frese non rivestite sono economiche, estremamente affilate e facili da rettificare, il che le rende adatte per produzioni a breve termine, prototipazione o applicazioni con requisiti di finitura superficiale moderati (Ra > 1,6 μm).
3.2Carbonio diamantato (DLC):Il DLC è a base di carbonio, con un aspetto simile all'arcobaleno, che offre un'eccellente resistenza all'usura e proprietà anti-adesione, ideale per la lavorazione dell'alluminio.
3.3Rivestimento TiAlN:Sebbene il TiAlN offra un'eccellente resistenza all'ossidazione e all'usura (durata da 3 a 4 volte superiore rispetto al TiN in acciaio, acciaio inossidabile, titanio e leghe di nichel), generalmente non è raccomandato per l'alluminio perché l'alluminio nel rivestimento può reagire con il pezzo in lavorazione.
3.4Rivestimento AlCrN:Chimicamente stabile, antiaderente e adatto per titanio, rame, alluminio e altri materiali morbidi.
3.5Rivestimento TiAlCrN:Un rivestimento a struttura gradiente con elevata tenacità, durezza e basso attrito. Supera il TiN in termini di prestazioni di taglio ed è adatto per la fresatura dell'alluminio.
Riepilogo:Evitare rivestimenti che contengono alluminio (ad esempio, TiAlN) durante la lavorazione dell'alluminio, poiché accelerano l'usura dell'utensile.
4. Considerazioni chiave
4.1Evacuazione dei trucioli:I trucioli di alluminio tendono ad attaccarsi; sono necessari design delle scanalature ottimizzati (ad esempio, bordi ondulati, ampi angoli di rastrello) per una scorrevole evacuazione.
4.2Metodo di raffreddamento:
4.2.1 Preferire il raffreddamento interno (ad esempio, Kennametal KOR5) per abbassare la temperatura di taglio e lavare via i trucioli.
4.2.2 Utilizzare fluidi da taglio (emulsioni o refrigeranti a base di olio) per ridurre l'attrito e il calore, proteggendo sia l'utensile che il pezzo in lavorazione.
4.2.3 Assicurare un flusso di refrigerante sufficiente per coprire la zona di taglio.
4.3Parametri di lavorazione:
4.3.1Taglio ad alta velocità:Velocità di taglio di 1000–3000 m/min migliorano l'efficienza riducendo al contempo la forza di taglio e il calore.
4.3.2Velocità di avanzamento:L'aumento dell'avanzamento (0,1–0,3 mm/dente) aumenta la produttività, ma è necessario evitare una forza eccessiva.
4.3.3Profondità di taglio:Tipicamente 0,5–2 mm, regolata in base alle esigenze.
4.3.4Design anti-vibrazione:Elica variabile, spaziatura irregolare delle scanalature o strutture a nucleo conico possono sopprimere le vibrazioni (ad esempio, KOR5).
Conclusione
I principi fondamentali di progettazione delle frese in metallo duro per alluminio sono basso attrito, elevata efficienza di evacuazione dei trucioli e prestazioni anti-adesione. I materiali consigliati includono carburo di tipo YG o carburo a grana ultrafine non rivestito. Le geometrie devono bilanciare l'affilatura con la rigidità e i rivestimenti devono evitare composti contenenti alluminio. Per finiture ad alta lucentezza o leghe di alluminio ad alto contenuto di silicio, sono essenziali design ottimizzati dei bordi e delle scanalature. In pratica, le prestazioni possono essere massimizzate combinando parametri di lavorazione appropriati (ad esempio, alta velocità, fresatura in salita) con strategie di raffreddamento efficaci (ad esempio, refrigerante interno).
Fresa ad Anello: Uno Strumento Professionale per Superare le Sfide della Foratura dell'Acciaio Inossidabile
Nel campo della lavorazione industriale, l'acciaio inossidabile è diventato un materiale chiave nella produzione grazie all'eccellente resistenza alla corrosione, all'elevata resistenza e alla buona tenacità. Tuttavia, queste stesse proprietà pongono anche sfide significative per le operazioni di foratura, rendendo la foratura dell'acciaio inossidabile un compito impegnativo. La nostra fresa ad anello, con il suo design unico e le prestazioni eccezionali, offre una soluzione ideale per una foratura efficiente e precisa nell'acciaio inossidabile.
Ⅰ. Sfide e Difficoltà Principali nella Foratura dell'Acciaio Inossidabile
1.Elevata Durezza e Forte Resistenza all'Usura:
L'acciaio inossidabile, in particolare i gradi austenitici come il 304 e il 316, ha un'elevata durezza che aumenta significativamente la resistenza al taglio, più del doppio rispetto all'acciaio al carbonio normale. Le punte da trapano standard si smussano rapidamente, con tassi di usura che aumentano fino al 300%.
2.Scarsa Conducibilità Termica e Accumulo di Calore:
La conducibilità termica dell'acciaio inossidabile è solo un terzo di quella dell'acciaio al carbonio. Il calore di taglio generato durante la foratura non può dissiparsi rapidamente, causando temperature localizzate superiori a 800°C. In tali condizioni di alta temperatura e alta pressione, gli elementi in lega nell'acciaio inossidabile tendono a legarsi con il materiale del trapano, portando ad adesione e usura per diffusione. Ciò si traduce in un cedimento dell'annealing della punta del trapano e nell'indurimento della superficie del pezzo.
3.Significativa Tendenza all'Incrudimento:
Sotto stress di taglio, alcuni austenite si trasforma in martensite ad alta durezza. La durezza dello strato indurito può aumentare da 1,4 a 2,2 volte rispetto al materiale di base, con una resistenza alla trazione che raggiunge fino a 1470–1960 MPa. Di conseguenza, la punta del trapano taglia costantemente in un materiale sempre più duro.
4.Adesione del Truciolo e Scarsa Evacuazione del Truciolo:
A causa dell'elevata duttilità e tenacità dell'acciaio inossidabile, i trucioli tendono a formare nastri continui che aderiscono facilmente al tagliente, formando bordi riportati. Ciò riduce l'efficienza di taglio, graffia la parete del foro e porta a un'eccessiva rugosità superficiale (Ra > 6,3 μm).
5.Deformazione della Piastra Sottile e Deviazione di Posizionamento:
Quando si forano lamiere più sottili di 3 mm, la pressione assiale delle punte da trapano tradizionali può causare deformazioni del materiale. Quando la punta del trapano sfonda, forze radiali sbilanciate possono portare a una scarsa rotondità del foro (comunemente con una deviazione di oltre 0,2 mm).
Queste sfide rendono le tecniche di foratura convenzionali inefficienti per la lavorazione dell'acciaio inossidabile, richiedendo soluzioni di foratura più avanzate per affrontare efficacemente questi problemi.
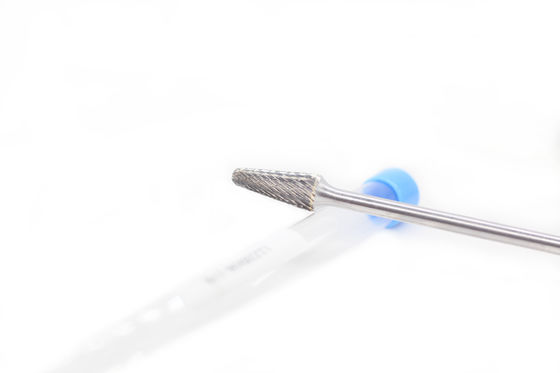
Ⅱ. Definizione di Fresa ad Anello
Una fresa ad anello, nota anche come trapano cavo, è uno strumento specializzato progettato per forare fori in piastre di metallo duro come l'acciaio inossidabile e lamiere di acciaio spesse. Adottando il principio del taglio anulare (a forma di anello), supera i limiti dei metodi di foratura tradizionali.
La caratteristica più distintiva della fresa ad anello è la sua testa di taglio cava, a forma di anello, che rimuove solo il materiale lungo il perimetro del foro anziché l'intero nucleo, come con i trapani a spirale convenzionali. Questo design ne migliora notevolmente le prestazioni, rendendolo di gran lunga superiore alle punte da trapano standard quando si lavora con piastre di acciaio spesse e acciaio inossidabile.
Ⅲ. Design Tecnico Principale della Fresa ad Anello
1.Struttura di Taglio Coordinata a Tre Bordi:
La testa di taglio composita è composta da bordi di taglio esterni, centrali e interni:
Bordo Esterno: Taglia una scanalatura circolare per garantire un diametro del foro preciso (±0,1 mm).
Bordo Centrale: Sostiene il 60% del carico di taglio principale e presenta carburo resistente all'usura per una maggiore durata.
Bordo Interno: Rompe il nucleo del materiale e aiuta nella rimozione dei trucioli. Il design a passo irregolare dei denti aiuta a prevenire le vibrazioni durante la foratura.
2.Taglio Anulare e Design della Scanalatura Rompitruciolo:
Solo il 12%–30% del materiale viene rimosso a forma di anello (nucleo trattenuto), riducendo l'area di taglio del 70% e riducendo il consumo di energia del 60%. Scanalature a spirale appositamente progettate per i trucioli rompono automaticamente i trucioli in piccoli frammenti, prevenendo efficacemente l'entanglement dei trucioli a forma di nastro, un problema comune durante la foratura dell'acciaio inossidabile.
3.Canale di Raffreddamento Centrale:
Il refrigerante a emulsione (rapporto olio-acqua 1:5) viene spruzzato direttamente sul tagliente attraverso un canale centrale, riducendo la temperatura nella zona di taglio di oltre 300°C.
4.Meccanismo di Posizionamento:
Il perno pilota centrale è realizzato in acciaio ad alta resistenza per garantire un posizionamento preciso e prevenire lo slittamento del trapano durante il funzionamento, particolarmente importante quando si forano materiali scivolosi come l'acciaio inossidabile.
Ⅳ. Vantaggi delle Frese ad Anello nella Foratura dell'Acciaio Inossidabile
Rispetto ai trapani a spirale tradizionali che eseguono il taglio a piena area, le frese ad anello rimuovono solo una sezione a forma di anello del materiale, trattenendo il nucleo, il che offre vantaggi rivoluzionari:
1.Miglioramento dell'Efficienza Rivoluzionario:
Con una riduzione del 70% dell'area di taglio, la foratura di un foro Φ30 mm in acciaio inossidabile 304 spesso 12 mm richiede solo 15 secondi, da 8 a 10 volte più velocemente rispetto all'utilizzo di un trapano a spirale. Per lo stesso diametro del foro, il taglio anulare riduce il carico di lavoro di oltre il 50%. Ad esempio, la foratura attraverso una piastra di acciaio spessa 20 mm richiede 3 minuti con un trapano tradizionale, ma solo 40 secondi con una fresa ad anello.
2.Significativa Riduzione della Temperatura di Taglio:
Il fluido di raffreddamento centrale viene iniettato direttamente nella zona ad alta temperatura (rapporto ottimale: emulsione olio-acqua 1:5). In combinazione con il design di taglio a strati, questo mantiene la temperatura della testa di taglio al di sotto dei 300°C, prevenendo l'annealing e il cedimento termico.
3.Precisione e Qualità Garantite:
Il taglio sincronizzato a più bordi garantisce il centraggio automatico, con conseguenti pareti del foro lisce e senza bave. La deviazione del diametro del foro è inferiore a 0,1 mm e la rugosità superficiale è Ra ≤ 3,2μm, eliminando la necessità di lavorazioni secondarie.
4.Maggiore Durata dell'Utensile e Riduzione dei Costi:
La testa di taglio in carburo resiste all'elevata abrasività dell'acciaio inossidabile. È possibile forare oltre 1.000 fori per ciclo di riaffilatura, riducendo i costi degli utensili fino al 60%.
5.Caso di Studio:
Un produttore di locomotive ha utilizzato frese ad anello per forare fori da 18 mm in piastre di base in acciaio inossidabile 1Cr18Ni9Ti spesse 3 mm. Il tasso di successo dei fori è migliorato dal 95% al 99,8%, la deviazione della rotondità è diminuita da 0,22 mm a 0,05 mm e i costi di manodopera sono stati ridotti del 70%.
Ⅴ. Cinque Sfide Principali e Soluzioni Mirate per la Foratura dell'Acciaio Inossidabile
1.Deformazione a Parete Sottile
1.1Problema: La pressione assiale delle punte da trapano tradizionali causa la deformazione plastica delle piastre sottili; allo sfondamento, lo squilibrio della forza radiale porta a fori di forma ovale.
1.2.Soluzioni:
Metodo di Supporto Posteriore: Posizionare piastre di supporto in alluminio o plastica tecnica sotto il pezzo per distribuire lo stress di compressione. Testato su acciaio inossidabile da 2 mm, deviazione di ovalità ≤ 0,05 mm, tasso di deformazione ridotto del 90%.
Parametri di Avanzamento a Passo: Avanzamento iniziale ≤ 0,08 mm/giro, aumentare a 0,12 mm/giro a 5 mm prima dello sfondamento e a 0,18 mm/giro a 2 mm prima dello sfondamento per evitare la risonanza della velocità critica.
2. Adesione di Taglio e Soppressione del Bordo Riportato
2.1.Causa Principale: Saldatura di trucioli di acciaio inossidabile al tagliente ad alta temperatura (>550°C) provoca la precipitazione dell'elemento Cr e l'adesione.
2.2.Soluzioni:
Tecnologia del Tagliente Smussato: Aggiungere un bordo smussato a 45° largo 0,3-0,4 mm con un angolo di spoglia di 7°, riducendo l'area di contatto lama-truciolo del 60%.
Applicazione di Rivestimento Rompitruciolo: Utilizzare punte da trapano rivestite in TiAlN (coefficiente di attrito 0,3) per ridurre il tasso di bordo riportato dell'80% e raddoppiare la durata dell'utensile.
Raffreddamento Interno Pulsato: Sollevare il trapano ogni 3 secondi per 0,5 secondi per consentire la penetrazione del fluido di taglio all'interfaccia di adesione. In combinazione con un'emulsione a pressione estrema al 10% contenente additivi di zolfo, la temperatura nella zona di taglio può scendere di oltre 300°C, riducendo significativamente il rischio di saldatura.
3. Problemi di Evacuazione dei Trucioli e Inceppamento del Trapano
3.1.Meccanismo di Guasto: I trucioli a strisce lunghe si aggrovigliano al corpo dell'utensile, bloccando il flusso del refrigerante e ostruendo infine le scanalature dei trucioli, causando la rottura del trapano.
3.2.Soluzioni Efficienti per l'Evacuazione dei Trucioli:
Design Ottimizzato delle Scanalature per Trucioli: Quattro scanalature a spirale con angolo di elica di 35°, profondità della scanalatura aumentata del 20%, garantendo che ogni larghezza del truciolo del tagliente ≤ 2 mm; riduce la risonanza di taglio e collabora con le aste di spinta a molla per la pulizia automatica dei trucioli.
Rimozione dei Trucioli Assistita da Pressione dell'Aria: Collegare una pistola ad aria compressa da 0,5 MPa sul trapano magnetico per soffiare via i trucioli dopo ogni foro, riducendo il tasso di inceppamento del 95%.
Procedura di Rientro Intermittente del Trapano: Ritrarre completamente il trapano per pulire i trucioli dopo aver raggiunto una profondità di 5 mm, particolarmente consigliato per pezzi con spessore superiore a 25 mm.
4. Posizionamento su Superfici Curve e Garanzia di Perpendicolarità4.1.
Sfida Scenario Speciale: Slittamento del trapano su superfici curve come tubi di acciaio, errore di posizionamento iniziale >1 mm.4.2.
Soluzioni di Ingegneria:Dispositivo di Posizionamento Laser a Croce:
Proiettore laser integrato sul trapano magnetico proietta un reticolo sulla superficie curva con una precisione di ±0,1 mm.Dispositivo di Fissaggio Adattivo per Superfici Curve:
Morsetto a V con bloccaggio idraulico (forza di serraggio ≥5kN) assicura che l'asse del trapano sia parallelo alla normale della superficie.Metodo di Foratura di Avvio Graduale:
Pre-punzonare un foro pilota da 3 mm sulla superficie curva → Espansione pilota Ø10 mm → fresa ad anello con diametro target. Questo metodo in tre fasi raggiunge la verticalità dei fori Ø50 mm a 0,05 mm/m.Ⅵ.
Configurazione dei Parametri di Foratura dell'Acciaio Inossidabile e Fluido di RaffreddamentoScienza 6.1 Matrice d'Oro dei Parametri di Taglio
La regolazione dinamica dei parametri in base allo spessore dell'acciaio inossidabile e al diametro del foro è la chiave del successo:
Spessore del Pezzo
Intervallo del Diametro del Foro
Velocità del Mandrino (giri/min)
Avanzamento (mm/giro)
Pressione del Refrigerante (bar)
1-3 mm
Ø12-30 mm
450-600
0,10-0,15
3-5
3-10 mm
Ø30-60 mm
300-400
0,12-0,18
5-8
10-25 mm
Ø60-100 mm
150-250
0,15-0,20
8-12
>25 mm
Ø100-150 mm
80-120
0,18-0,25
12-15
Dati compilati da esperimenti di lavorazione dell'acciaio inossidabile austenitico.
Nota:
Avanzamento 0,25 mm/giro causa scheggiatura dell'inserto. È necessario un rigoroso abbinamento del rapporto velocità/avanzamento.6.2 Selezione del Refrigerante e Linee Guida per l'Utilizzo
6.2.1.
Formulazioni Preferite:Piastre Sottili:
Emulsione solubile in acqua (olio:acqua = 1:5) con additivi a pressione estrema solforati al 5%.Piastre Spesse:
Olio da taglio ad alta viscosità (ISO VG68) con additivi al cloro per migliorare la lubrificazione.6.2.2.
Specifiche di Applicazione:Priorità di Raffreddamento Interno:
Refrigerante erogato attraverso il foro centrale dell'asta del trapano fino alla punta del trapano, portata ≥ 15 L/min.Assistenza al Raffreddamento Esterno:
Gli ugelli spruzzano il refrigerante sulle scanalature dei trucioli con un'inclinazione di 30°.Monitoraggio della Temperatura:
Sostituire il refrigerante o regolare la formulazione quando la temperatura della zona di taglio supera i 120°C.6.3 Processo Operativo in Sei Fasi
Serraggio del pezzo → Bloccaggio del dispositivo idraulico
Posizionamento centrale → Calibrazione laser a croce
Assemblaggio del trapano → Verificare la coppia di serraggio dell'inserto
Impostazione dei parametri → Configurare in base alla matrice spessore-diametro del foro
Attivazione del refrigerante → Pre-iniettare il refrigerante per 30 secondi
Foratura graduale → Ritrarre ogni 5 mm per pulire i trucioli e pulire le scanalature
Ⅶ.
Raccomandazioni di Selezione e Adattamento allo Scenario7.1 Selezione della Punta da Trapano
7.1.1.
Opzioni MaterialiTipo Economico:
Acciaio Super Rapido al Cobalto (M35)Scenari applicabili:
Piastre sottili in acciaio inossidabile 304 Vantaggi: 2000 fori, coefficiente di attrito del rivestimento TiAlN 0,3, riduce il bordo riportato dell'80%, risolve i problemi di adesione con l'acciaio inossidabile 316L.Soluzione Speciale Rinforzata (Condizioni Estreme):
Substrato in carburo di tungsteno + rivestimento in nanotubi
Il rinforzo con nanoparticelle migliora la resistenza alla flessione, resistenza al calore fino a 1200°C, adatto per fori profondi (>25 mm) o acciaio inossidabile con impurità.7.1.2.
Compatibilità del GamboTrapani Magnetici Domestici: Gambo ad angolo retto.
Trapani Magnetici Importati (FEIN, Metabo): Gambo universale, sistema a cambio rapido supportato, tolleranza di runout ≤ 0,01 mm.
Trapani Magnetici Giapponesi (Nitto): Solo gambo universale, gambi ad angolo retto non compatibili; richiedono un'interfaccia a cambio rapido dedicata.
Centri di Lavorazione / Trapani: Portautensili idraulico HSK63 (runout ≤ 0,01 mm).
Trapani Portatili / Attrezzature Portatili: Gambo a cambio rapido a quattro fori con sfere d'acciaio autobloccanti.
Adattamento Speciale: Le trapani convenzionali richiedono adattatori conici Morse (MT2/MT4) o adattatori BT40 per la compatibilità con le frese ad anello.
7.2 Soluzioni per Scenari Tipici
7.2.1.
Fori di Collegamento per Piastre Sottili di Strutture in AcciaioPunto Critico:
Lo slittamento sulla superficie curva causa un errore di posizionamento > 1 mm.Soluzione:
Metodo di foratura in tre fasi: foro pilota Ø3 mm → Foro di espansione Ø10 mmParametri: Velocità 450 giri/min, avanzamento 0,08 mm/giro, refrigerante: emulsione olio-acqua.
7.2.2.
Lavorazione di Fori Profondi su Piastre Spesse per la Costruzione NavalePunto Critico:
Lo slittamento sulla superficie curva causa un errore di posizionamento > 1 mm.Soluzione:
Metodo di foratura in tre fasi: foro pilota Ø3 mm → Foro di espansione Ø10 mm
Parametri: Velocità 150 giri/min, avanzamento 0,20 mm/giro, evacuazione dei trucioli graduale.
7.2.3.
Foratura di Fori su Superfici ad Alta Durezza FerroviariaPunto Critico:
Lo slittamento sulla superficie curva causa un errore di posizionamento > 1 mm.Soluzione:
Metodo di foratura in tre fasi: foro pilota Ø3 mm → Foro di espansione Ø10 mm
Assistenza: Fissaggio a morsetto a V + posizionamento laser (precisione ±0,1 mm).
7.2.4.
Posizionamento su Superfici Curve/InclinatePunto Critico:
Lo slittamento sulla superficie curva causa un errore di posizionamento > 1 mm.Soluzione:
Metodo di foratura in tre fasi: foro pilota Ø3 mm → Foro di espansione Ø10 mm → punta da trapano con diametro target. Attrezzatura: trapano magnetico integrato con posizionamento laser a croce.Ⅷ.
Valore Tecnico e Benefici Economici della Foratura di Piastre in AcciaioLa sfida principale della foratura dell'acciaio inossidabile risiede nel conflitto tra le proprietà del materiale e gli utensili tradizionali. La fresa ad anello raggiunge una svolta fondamentale attraverso tre importanti innovazioni:
Rivoluzione del taglio anulare:
rimuove solo il 12% del materiale invece del taglio a sezione trasversale completa.Distribuzione del carico meccanico multi-bordo:
riduce il carico per tagliente del 65%.Design di raffreddamento dinamico:
abbassa la temperatura di taglio di oltre 300°C.Nelle convalide industriali pratiche, le frese ad anello offrono vantaggi significativi:
Efficienza:
Il tempo di foratura di un singolo foro è ridotto a 1/10 rispetto ai trapani a spirale, aumentando la produzione giornaliera del 400%.Costo:
La durata dell'inserto supera i 2000 fori, riducendo il costo complessivo della lavorazione del 60%.Qualità:
La tolleranza del diametro del foro soddisfa costantemente il grado IT9, con tassi di scarto quasi nulli.Con la diffusione dei trapani magnetici e i progressi nella tecnologia del carburo, le frese ad anello sono diventate la soluzione insostituibile per la lavorazione dell'acciaio inossidabile. Con la corretta selezione e il funzionamento standardizzato, anche condizioni estreme come fori profondi, pareti sottili e superfici curve possono ottenere una lavorazione altamente efficiente e precisa.
Si consiglia alle aziende di creare un database dei parametri di foratura in base alla struttura del proprio prodotto per ottimizzare continuamente l'intera gestione del ciclo di vita degli utensili.